The assembly of electronic products has brought significant challenges to the production and operation scheduling because of the large number and variety of components and the short life cycle of electronic products. Multi-type, small-batch, and variable batch has become the mainstream production mode of electronic manufacturing. In this mode, the switching time between multiple varieties accounts for an increasing proportion of assembly time.
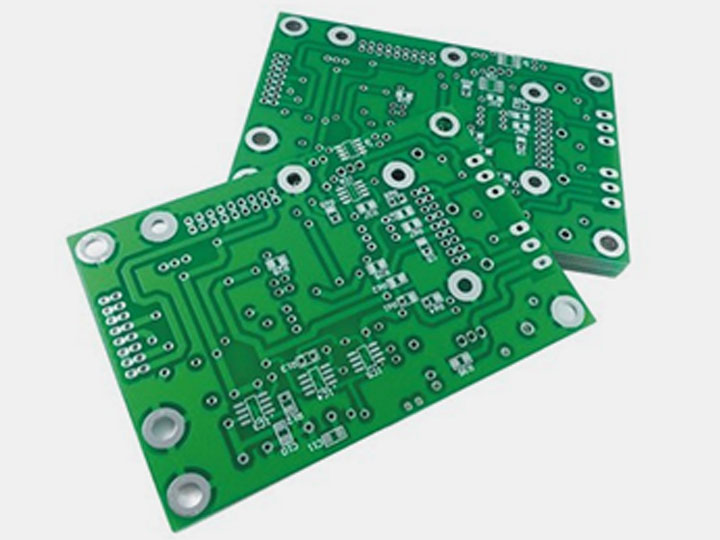
The PCB assembly line of the circuit board enclosure also includes a plate feeder, screen printer, glue dispenser, reflow soldering and curing furnace, plate collector, and other equipment. These equipment are connected in series to form a PCB assembly line. However, these auxiliary equipment do not constitute the bottleneck process of the whole pipeline, so they are omitted in modeling.
Each Mounter can accommodate 20 feeding slots, and each element occupies one feeding slot on the Mounter. Generally speaking, the number of component types required for a single variety PCB does not exceed the capacity of the feeder. Still, the total number of component types needed for a multi-variety PCB usually exceeds the feeder's ability.
In PCB fabrication companies, the components required by different types of PCB are placed on these feeding slots. The taking and pasting device removes the components from the feeding slot and pastes them to the designated position on the PCB. According to the survey data of the empirical research object, the average time for a high-speed Mounter to install a component is 0.06s, and the average time for switching a feed tank is 180s. The multi-functional Mounter has two worktables, but only one worktable works, and the other worktable is only used to place significant or special-shaped components. Each worktable accommodates ten feeding slots. It takes 0.18s to mount one component on average, and the average time to switch one feeder is 220s.
When switching between different types of PCB, the Mounter needs a particular preparation switching time, which is usually about six times the switching time of a component feeding slot, i.e., the 1200s. Thus, switching time plays a vital role in the assembly process of electronic products.
In a multi-variety and small-batch environment, PCB is usually grouped first. PCB with similar characteristics are divided into a group so that in the same group, the assembly between different types of PCB does not need to replace the feeder or switching time; However, when the feeder needs to be replaced between the two sets of PCB, the switching time between them needs to be considered.
According to this, the PCB production scheduling problem is divided into two levels: the first is called the board-level scheduling problem, which is to determine the production order between PCB in a PCB group. The second level scheduling problem is called the group-level scheduling problem, which determines the production order among PCB organizations.